Client: Ingram Micro Commerce & Lifecycle Services, Northampton DC
The Global Leader in Logistics, Commerce Enablement & Device Lifecycle Services.
Ingram Micro Commerce & Lifecycle Services provides supply chain solutions that connect supply and demand. From cross-border fulfilment to dropship and returns management, IT asset disposition, remarketing, distribution etc, their solutions drive growth, enhance ROI, and protect their clients.
They serve customers across a broad spectrum of industries — from fast-growing brands to Global 2000 enterprises — and are dedicated to facilitating their customers success through their global warehousing network, world-class technology, strategic partnerships and decades of expertise in the logistics and fulfilment for technology and eCommerce products, customer support and ITAD industries.
Brief
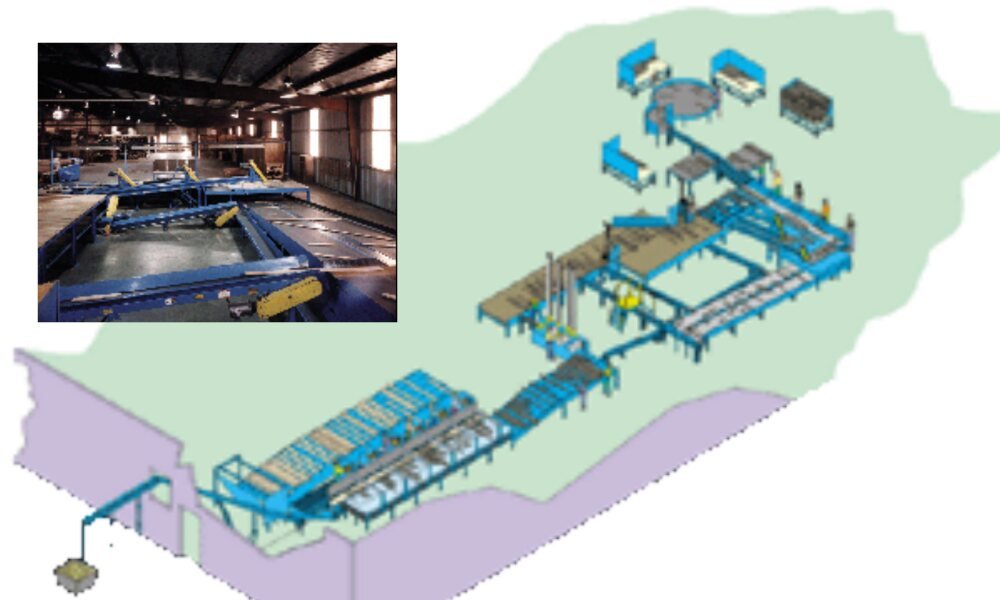
Ingram Micro required a solution to streamline the packing and dispatch element of their Daventry operation and utilise space with a brand-new 3 tier mezzanine. The system requirement was to handle boxes, cartons and poly bags from all 3 mezzanine levels after they picked/packed and then deliver to the ground floor for consolidation prior to dispatch.
The Ground floor pick/pack operation is to be undertaken on standalone conveyors.
The client required the system to be fully reversible for replenishment and alternative operation, which required each line to have 3 different operating functions.
Solution
It was concluded during the consultation/design stage that keeping it simple is often the most practical and best method. Our design evolved such that each of the mezzanine floor systems operated independently from each other albeit managed and controlled from a common control panel. The control panel, through the HMI, allowed each line to be independently controlled and operated completely autonomous from the others. This reduced the overall risk, simplified the operation and provided flexibility during planned maintenance.

The Ground floor packing belt conveyors had their own standalone control box.
CSL opted to use proven equipment and designs, which had been utilised on countless installations on past successful projects.
Level 2 and 3 were identical in design and both required to handle the full product range inclusive of poly bags. Each level consisted of a 20m long packing conveyor belt, which fed onto an AmbaFlex Ambaveyor slat conveyor, which provided a small footprint radius to fit within the special constraints. Following in the need for a compact footprint, products are delivered to the ground floor via an AmbaFlex Spiral – the most compact spiral on the market.
Level 1 pick did not include the requirement for handling polybags, only cartons and totes. For this level, CSL utilised a 20m packing conveyor belt feeding some powered roller conveyor. The design of the solution and space suited the use of a decline belt conveyor to deliver the product to the ground floor.
All of the 3 mezzanine levels, had sections of conveyor which sited off the mezzanine floor area and CSL designed and supplied a multi-tier support structure encompassing all three levels.
The client wanted the system to have 3 modes: decline to dispatch, reverse incline for stock replenishment and a back up mode in case of a system issue, the line can be reversed and ran out to clear the line into wheeled magnums.
A spokesperson from Ingram Micro commented that “the new conveyor system matched the brief and the benefits will be quickly realised, the new CSL system will speed up interfloor product transits allowing for an increased throughput with lower operating costs”.