Siemens came out with a new solution for conveyor systems applications: SINAMICS G115D.
Innovative system solutions for horizontal motion applications
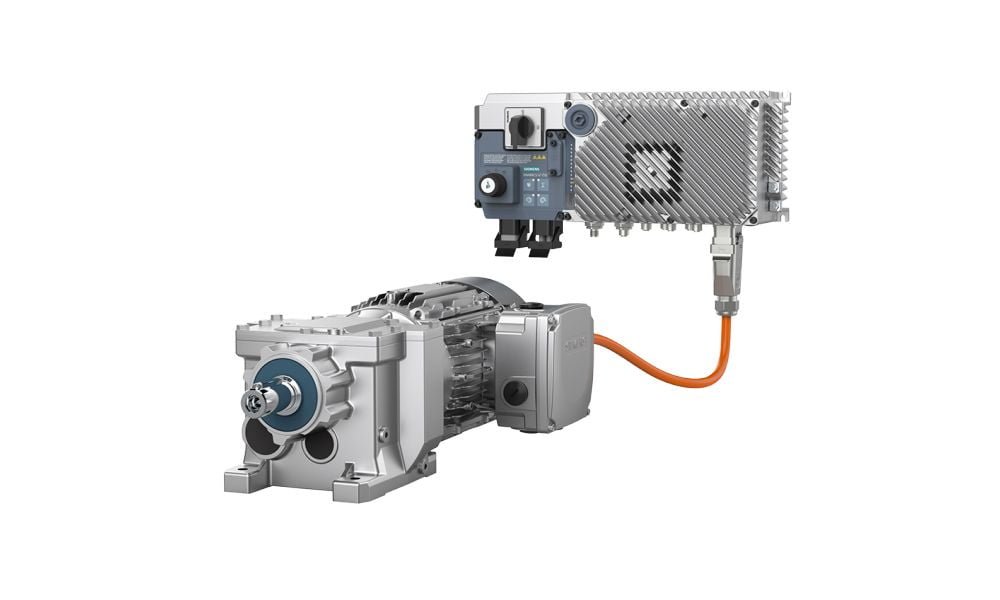
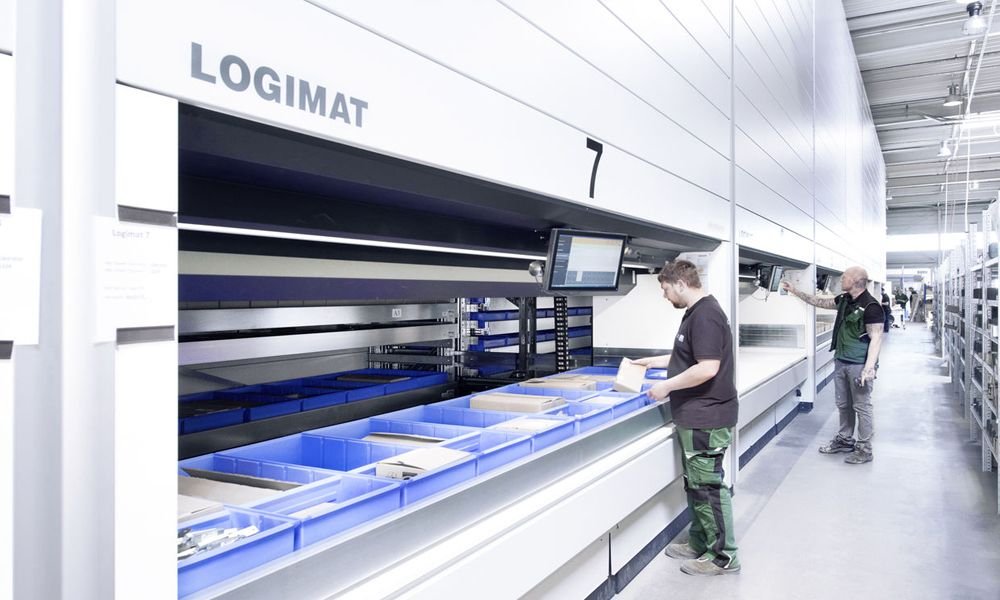
The new model is a powerful drive system that has been specifically designed to address current and future challenges involving horizontal conveyor applications. Typical applications include intralogistics and airports. These markets face challenges such as the volume of demands and parcel shipments, and in environments where space is at a premium. This means that a higher volume must be handled in a shorter time. SINAMICS G115D is the optimum device when addressing all of these requirements as it operates reliably under harsh conditions and takes up little space. It combines a motor, frequency converter and gearbox in one single unit. This all-in-one solution means that it can be easily integrated into existing automation environments.
The story: Two versions of one drive system
This is not just a new distributed drive, but a complete drive system. It comprises a motor, frequency converter and gearbox and is available in two versions. This user-friendly, modular and versatile solution offers dedicated features for conveyor applications, and has an innovative design to make connecting up, commissioning and service very easy. With new solution, you benefit from an out-of the-box concept for easy handling, fast set-up and extremely simple operation.
The drive system has just one order number, is ready-to-run out-of-the-box and it is very compact. It is easy to select, easy to install and easy to operate.
One system platform with the same look and feel, available in two versions to precisely fit your application: Motor mounted and Wall mounted.
Energy efficient concept: Motors are available either with efficiency class IE3 or IE4, allowing the drive system to address markets around the world with the same level of performance.