The UKs largest dedicated parcel carrier officially opened its new purpose built, 15,000 square metre, parcel distribution hub in Warrington back in 2014. Designed to support the continuation of growth of the company the new hub has a capacity of around 550,000 parcels a day – almost three times that of the previous site in Warrington.
The facility’s purpose was to help with the developing requirement for next day deliveries, playing a key role in plans for international expansion and to provide a platform for further innovation, as the company looks to introduce a host of new products to the market.
L.A.C Conveyor Systems Ltd is now entering its 4th year, working closely with the multinational delivery company, in the development and implementation of innovative, flexible technologies to suit the ever-evolving challenge of handling parcels from a wide range of shapes and sizes whilst achieving faster processing times.
L.A.C Conveyor Systems innovative
The latest challenge was to introduce a sortation solution specifically designed to accommodate small sized parcels. Prior to the new solution the sortation of “small traffic” was a combined sortation process, with larger parcels. This combined automated parcel sortation approach meant that smaller parcels were harder to control and ultimately ended up being manually sorted. This system required a lot of human intervention to gain full control, proving not the most efficient approach, as the accuracy of the sort could not be guaranteed. Separating smalls from larger parcels meant higher throughputs could be achieved utilising a more streamlined solution with a 100% accuracy of sort.
L.A.C Conveyor Systems innovative “Automation Toolbox” meant a combination of technologies could be combined to satisfy the required solution and could be delivered and implemented within a small footprint and with minimal disruption to current operations.
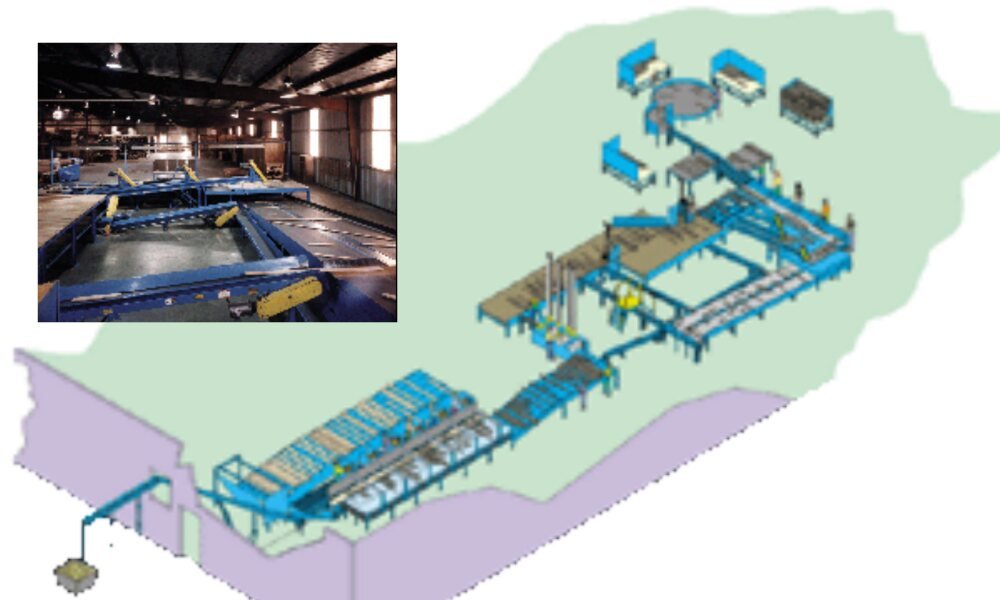
The solution utilised L.A.C designed induct/feed conveyors, handling bulk parcels on infeed for initial parcel separation, which were then separated further utilising a flighted belt conveyor, leading on to a horizontal conveyor with 5 moveable ploughs and 1 fixed. The parcels were then broken down further spread across 6 chutes, presenting parcels to an operator platform. Operator interaction at this stage of the process provided a means of orientating parcels and placing them onto a Equinox split tray sorter with barcode labels accessible for automated scanning and verification.

The Equinox split tray sorter is a tray-based “bomb-bay” sorter developed specifically to handle flat goods such as packets, books, garments, parcels, and accessories, making it the ideal choice for L.A.C to integrate as part of a turnkey solution. The system offers the capacity to sort 10,000 trays per hour exceeding the requirements, but offering scope for future growth. It has a characteristic oval-shaped conveyor on which the trays circulate. This “open oval” design allows operators and further automation to integrate with ease.
An overhead scanning system ensured parcel identification and location could be achieved at high speed. L.A.C’s modular software design structure offered a seamless link with the host IT system, completing the final piece of the puzzle.
This unique automation approach has ensured a fast and flexible response to future e-commerce demands and has enabled an increased ability to handle parcels of such a shape and size in such a controlled manner. L.A.C’s diverse inhouse skill set has offered a solution that is cost effective providing faster processing of incoming “small” parcels.
System Overview
Objectives
Modernising the supply chain network
System to handle small sized parcels only
Cost effective and efficient flow of goods to consumers
Selecting & implementing the best technology
Allow for more next-day delivery
Increased order accuracy
Overall reduction in costs
Integrate with latest supply chain technology
Key services & Technologies
Feed conveyor – shaft mounted motor, tapered hopper to allow product to fall onto flyted belt conveyor.
Modular belt conveyor with hopper
Discharge conveyor with high side for product control
5 off moving ploughs and 1 fixed. Underslung braked motor with pivot arm connected to plough
6 off discharge chutes
6 off operator stations
Each discharge station offering PTL button light module
Double tray wide oval sorter
Sorter gross capacity (10,000 trays per hour)
Tray type 7 DT Double Tray – (Bombay also known as split tray)
Sorter direction – Clockwise
Barcode label control linking carton to station
Item detection sensing
Omni Camera Scanner – Overhead system for barcode label capture
L.A.C IT hardware and Software integration
Wireless network connection
VPN Remote Access
Results
100% Accuracy of sort.
Increased supply chain efficiencies
Sortation direct into shipping cartons
Easy to use, simple efficient design and low maintenance decrease cost and increase uptime.
Design allows for the highest accuracy as well as a very small footprint without losing throughput.
Source:www.lacconveyors.co.uk