It is critical to have equipment that adapts to your organizations’ unique needs. Is space-saving one of your priorities? What about the budget? Not every operation is alike. This blog is going to delve into the various scenarios to consider when deciding between an incline or a spiral conveyor.
What size is the product being conveyed?
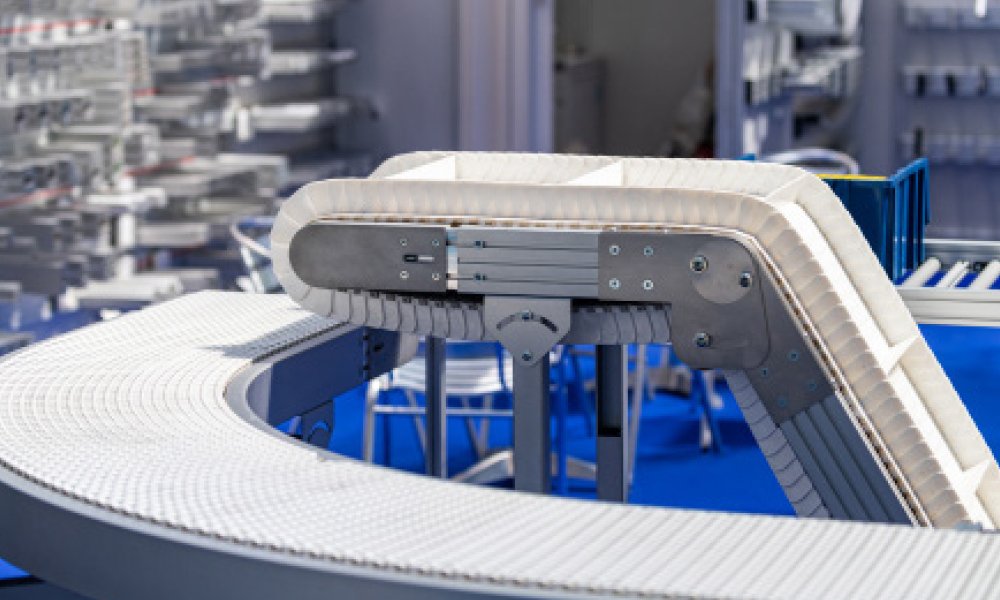
It is important to measure the size of the product being conveyed, especially for spiral conveyors due to the radius of the spiral. Between-frame-widths on even the largest spiral conveyors are limited to about 30 inches. For products larger than that, an incline conveyor is most likely a better option.
Is a high throughput a prime consideration?
Throughput is defined as the amount of material or product passing through a system. In general, spiral conveyors have higher throughput than incline/decline conveyors. This is because spiral conveyors have low rolling friction due to the proprietary slat belts. This enables spiral conveyors to start and stop fully loaded while working at higher speeds.

What is your budget?
Incline/decline conveyors are typically more affordable than spiral conveyors.
How much space is available?
If there is unlimited available floor space in your facility, then an incline/decline conveyor is definitely the simplest option. However, if floor space is limited, a spiral conveyor is a better solution. This is because a spiral conveyor utilizes more vertical space than floor space.

How important is energy consumption in your operation?
A typical operation with one elevation change using a spiral conveyor will use one motor. The same operation using an incline conveyor will use three or more motors. Therefore, spiral conveyors have much less energy consumption.
Conclusion
All in all, both conveyors have a purpose in modern material handling. By asking yourself these questions, a choice can be made that will best optimize your throughput at the most affordable cost.
Source: condrives.com