Australia’s largest food and grocery retailer, Woolworths’ choice has been Vanderlande.
The contract includes delivering STOREPICK, a robotised, end-to-end automated case picking (ACP) warehouse solution.
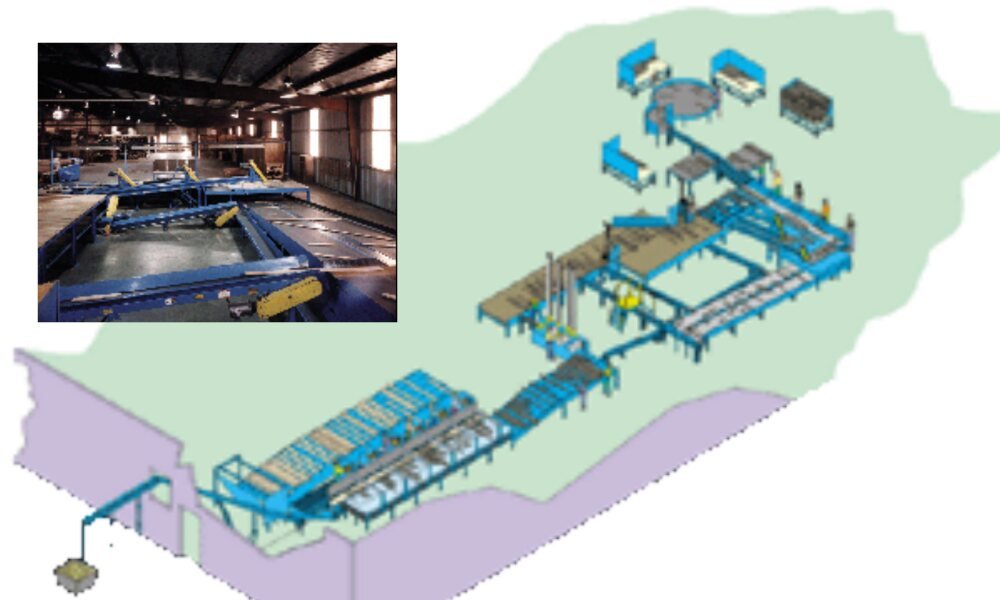
The system will be installed in a new, innovative regional distribution centre (DC) in Moorebank Logistics Park in Sydney and will supply over 200 stores in New South Wales from 2025. This will be the second state where a Woolworths’ choice is Vanderlande’s STOREPICK solution.
Woolworths Group’s supply chain arm, Primary Connect, will build and operate the state-of-the-art DC.
The aim is enhancing customer shopping experiences, as well as improving efficiency in stores.
STOREPICK allows for the optimisation of all processes in the entire value chain. It effectively handles both incoming and outgoing goods, and thanks to Vanderlande’s Load Forming Logic (LFL) software, guarantees store-friendly deliveries across multiple store formats.
This is combined with a redundant design and optimum usage of the DC’s footprint. The footprint contributes to a safe working environment for Woolworths’ operations team.
In addition, the solution has been designed using the latest technologies in material handling. It includes the Vanderlande ADAPTO shuttle system with flexible in-rack shuttles, free-roaming AGVs, intelligent robots for case picking and Goods-to-Picker workstations.
Primary Connect Managing Director and Woolworths Chief Supply Chain Officer, Paul Graham, explains: “The facility will transform the way we serve our New South Wales stores, strengthen our network, and deliver on our ambition to create Australia’s best food and grocery supply chain.
We will be able to carry up to 8,000 additional products, which will help in unlocking a much better shopping experience for our customers.
To keep pace with growing demand and ever-evolving customer expectations, we need to continue to invest in new technology and capacity to power our next-generation supply chain. We’re pleased to be on this journey with our trusted technology partners at Vanderlande.”
Vanderlande’s Managing Director Warehousing Solutions for Australia and New Zealand Roald de Groot adds: “It’s been an incredible journey over the past two years for the local and overseas teams from Vanderlande who have worked closely together with Woolworths’ design team to make this project happen.
We are extremely proud to provide Woolworths with this state-of-the-art fully automated solution and are keen to further build on this established partnership in the future.”
The relationship between both organisations has been a significant positive for Vanderlande’s Vice President Warehouse Solutions Terry Verkuijlen: “Vanderlande is proud to have been highly involved in this key partnership with Australia’s largest supermarket chain.
Woolworths has strong ambitions in terms of its growth, product offering and customer experience, so we’re delighted to help play our part in this continued success story.
By providing our automated end-to-end STOREPICK solution, it will enable Woolworths to maximise efficiencies within its new DC in Sydney.”