Ammeraal Beltech is a world leader in providing complex conveying solutions. The history of the company began with the development of a groundbreaking belt for the Bakery Industry. Today, the company’s products are available in over 150 countries around the globe and new launches are scheduled throughout the year. This time, it conquers the market with Duraclean – a synthetic belt perfect for processing sticky foods in the Bakery & Confectionery Industry and not only.
Bakery and Confectionery Industry: major challenges
Some products require specific treatment, and the whole industry poses particular challenges. Energy bars, snacks, and even ready-to-eat meals need delicate handling as the products are prone to damage. The integrity and quality of goods need to be secured.
Baked foodstuffs are often dense or feature ingredients that leave a residue, such as fillings, fruit, and jams, which may lead to stickiness. If a sticky component gets trapped in the production line, extra time is needed to remove it and clean the conveyor. Not to mention the waste of the product itself. The whole production process is thus slowed down, and most manufacturers in this field value efficiency. They need to process large volumes of goods at a fast pace. However, it’s important to balance speed with quality, ensuring size, taste and presentation are uniform across the batch.
Duraclean – a new level in non-stick belting
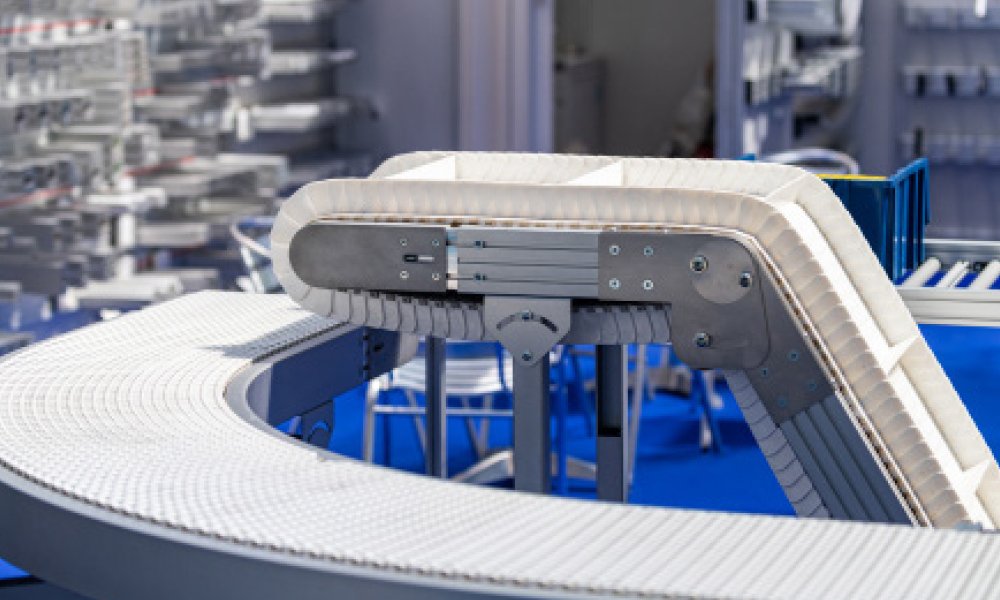
Ammeraal Beltech understands Bakery and Confectionery pain points and has created a solution to address them all: Duraclean, a synthetic belt for sticky products.
Its thermoplastic compound blended cover ensures excellent mechanical properties and is suitable for use with belt scrapers and knife edge transfer applications.
Duraclean – major advantages for your business
Duraclean offers a number of improvements for the bakery and confectionery manufacturers. Excellent product release properties, high abrasion resistance, leading to longer service life, wide working temperature range …just to name a few.
The design of the belt grants users longer belt life and improved hygiene standards. The solution significantly reduces the risk of cross-contamination, is easy to sanitise and compliant with EC 1935/2004 and FDA food safety standards.
Contact Ammeraal Beltech experts
If you are willing to discover the whole potential of Duraclean, please contact Ammeraal Beltech experts. The team will help you optimise your processing line and enhance satisfaction of your customers. For more information about product portfolio dedicated to the bakery and confectionary industry, visit Ammeraal Beltech website